Undercarriage wear often accounts for close to half of an excavator’s total maintenance spend, yet many parts selections fail because they overlook two variables that matter more than brand name: the specific ground conditions the machine works in and the metallurgy behind the track chain. The right excavator undercarriage parts must not only match the model number, they must handle the abrasion, impact, and corrosive environment your fleet faces every shift. Drawing on over twenty two years in heavy equipment supply chains, including time at Komatsu China and now sourcing from more than 20 OEM and aftermarket manufacturers, I have seen how the same part number can deliver wildly different wear life depending on how the steel was hardened and how the tolerances were controlled. This article gives procurement managers and fleet owners a practical framework for evaluating undercarriage components in a way that reduces total cost of ownership and stops premature downtime, focusing especially on what to verify when sourcing across multiple brands and regions.
 ## Know Your Undercarriage Components and Their Wear Roles
## Know Your Undercarriage Components and Their Wear Roles
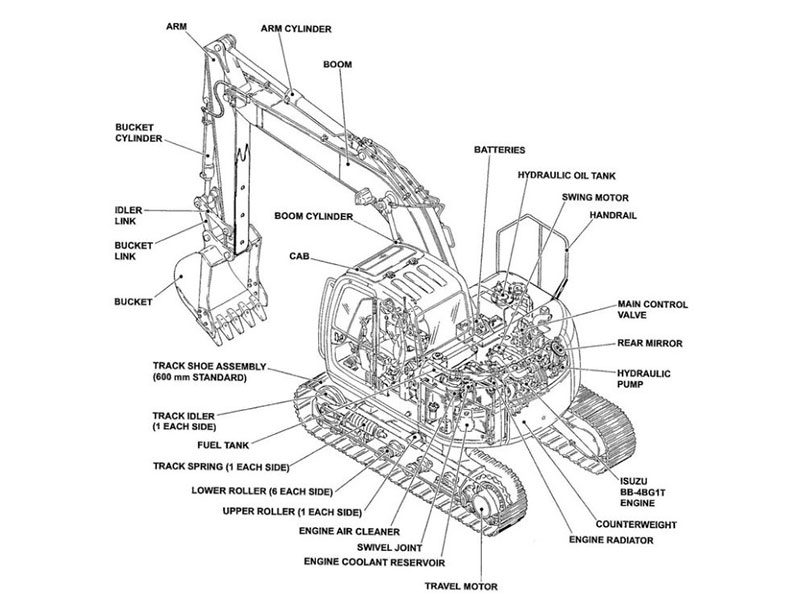
Before comparing suppliers, define the component set you are actually replacing. An excavator undercarriage is a system, and wear cascades through multiple parts. The main elements are the track links and pins, the track shoes, the front idler, the track rollers (top and bottom), and the sprocket. These are collectively referred to as undercarriage parts when you order them as a group or as individual items. Each one has a specific wear pattern, and mixing components with different wear rates can accelerate damage to the entire undercarriage.
Track links experience pin‑to‑bushing wear, which causes pitch elongation. Once pitch extends beyond the sprocket’s tolerance, the chain begins to skip, and that impacts the sprocket teeth. The front idler guides the track and absorbs tension; its wear surfaces must remain within profile specification or they will cause track misalignment. Bottom rollers bear the machine’s weight and are directly exposed to ground debris, so their shell hardness and seal integrity are critical. Top rollers, or carrier rollers, prevent track sag and are often overlooked until they seize and damage the track links. The sprocket transfers drive torque and its tooth profile must match the track pitch, otherwise power loss and irregular wear become chronic. The table below summarises the primary function and the most common wear indicators for each component.
| Component | Primary Function | Key Wear Indicator |
|---|---|---|
| Track links and pins | Transmit traction, support machine weight | Pitch elongation beyond manufacturer’s wear limit |
| Track shoes | Provide ground flotation and traction | Grouser height below minimum standard |
| Front idler | Guide track and maintain tension | Wear on guide flanges and tread surface |
| Bottom rollers | Support weight, absorb ground impact | External shell wear and internal oil leaks |
| Top rollers | Carry the track return, reduce sag | Bearing play and tread wear |
| Sprocket | Engage track pins to drive the machine | Tooth tip wear, reverse slope on drive face |
A common mistake is replacing only the most visibly worn component, such as track links, while leaving worn sprockets in place. The new chain will then ride on old sprocket teeth and wear prematurely. We have seen this repeatedly in mixed fleets where separate maintenance teams handle different machine groups. I always recommend that when any two or more undercarriage components reach their service life limit, you evaluate the entire system and replace matched sets to keep stress uniform.
Differentiate Between OEM and Aftermarket Undercarriage Parts
Once you know which components need replacement, the next decision is whether to buy from the original equipment manufacturer or a quality aftermarket supplier. This is not a simple brand loyalty question. We work with both OEM channels and aftermarket factories, and the real differentiator is the manufacturing specification the supplier follows, not the logo on the box.
OEM undercarriage parts are built to the machine manufacturer’s engineering standards. They generally carry a warranty and are straightforward to order by part number. The cost premium, often 50 to 100 percent above comparable aftermarket, reflects the brand assurance and the extensive validation testing. For newer machine models still under warranty or for critical applications where unscheduled downtime carries enormous cost, sticking with OEM often makes sense.
Aftermarket undercarriage parts sourced from experienced manufacturers can match OEM wear life when they follow the same material grades and heat treatment specs. The challenge is that aftermarket quality varies far more than OEM quality. Some suppliers use lower‑grade steel that is not through‑hardened to the correct depth, resulting in rapid shell wear and pin‑to‑bushing failure. Others invest in induction hardening lines that produce a wear‑resistant case while maintaining a tough core. The critical questions to ask an aftermarket supplier are: which steel standard is used for the links and bushings, what is the specified case depth after heat treatment, and can they provide independent lab reports for the batch. We regularly request this data for our own procurement, and any supplier that cannot answer is not worth the risk.
Another factor is availability. OEM parts lead times can stretch to several weeks for older or less common models, while aftermarket manufacturers in China often hold finished inventory across a wide range of excavator models and can ship within days. That time advantage can sometimes outweigh a marginal durability difference if a machine is losing billable hours. I recommend keeping aftermarket as a parallel sourcing option for all high‑wear components, even for fleets that prefer OEM, so you are not trapped by lead time during a peak season.
 ## Match Parts to Ground Conditions and Machine Weight
## Match Parts to Ground Conditions and Machine Weight
The same excavator model can produce completely different undercarriage wear results depending on whether it operates in soft clay, abrasive sand, or rocky terrain. Ground conditions, along with the machine’s operating weight and the type of track shoes installed, determine which components fail first and how fast. A helpful starting point for understanding these tradeoffs is our earlier article on Choosing Excavator Undercarriage: Performance & Durability for 2026, which explains the link between operating environment and parts life.
In highly abrasive conditions like dry sand or crushed rock, the dominant failure mode is external wear on track link rails, sprocket teeth, and roller shells. In these environments, surface hardness becomes the single most important specification. Components that are induction hardened to a deeper case depth, typically 4 to 8 millimetres depending on size, will resist abrasion far longer than components with a shallow or uneven case. We have seen bottom rollers with shell hardness around 55 HRC last three times as long in granite quarries as those with hardness under 48 HRC, even though both were sold as suitable for the same model.
In wet, cohesive soils like clay or mud, packing becomes the main problem. Track links fill with material that dries and hardens like concrete, forcing the chain to run under constant over‑tension. This dramatically accelerates pin and bushing wear and can overload the idler bearings. Operators in these conditions should consider wider‑gauge track shoes to improve floatation and reduce packing, but the track frame must be rated for the extra width or you risk bending links and damaging the equaliser bar.
Rocky terrain introduces impact loads. Track pad bolts break, roller flanges crack, and idler yokes can bend. In this case, toughness matters as much as hardness. Through‑hardened components that are too brittle will fail from impact even if their wear rate is low. The right material for rocky conditions is a medium‑carbon alloy steel with a tempered martensitic structure, hardened to a moderate level and then stress‑relieved. When we specify parts for quarry operations in Central Asia, we often choose a boron steel track shoe and a roller with a double‑cone seal that holds up under shock loading, rather than the cheapest option.
If your program involves mixed terrain or you are unsure what setup your fleet actually needs, it is worth confirming specific metallurgical specifications before committing to a volume order — reach out at sales@sh-yshuo.com and we can help you match undercarriage components to your actual duty cycle.
Verify Undercarriage Parts Metallurgy When Sourcing From China
China is the largest aftermarket source for excavator undercarriage parts, but quality is not uniform. Over the past two decades, I have visited factories whose heat treatment processes produce components that compete with OEM, and I have also seen lines where the hardening is barely skin deep. The difference comes down to three verifiable things: the steel grade, the heat treatment method, and the final inspection standard.
Start with the steel grade. A specified material like 40Mn2 or 35MnB for track links is common, but the certificate alone is not enough because some mills supply steel with wide chemistry tolerances. Ask for a batch‑level chemical composition report from an accredited lab, not just the mill certificate. The levels of carbon, manganese, and boron directly affect hardenability and toughness. If the carbon content varies by more than 0.05 percentage points from the nominal target, the heat treatment result will be inconsistent.
Heat treatment is the next gate. For track links and bushings, the preferred method is induction hardening for the wear surfaces, leaving the core relatively soft. A reliable factory will define the case depth, surface hardness, and core hardness for each part number, and will run sample testing per shift. In our own sourcing, we require a minimum case depth of 6 millimetres for bottom rollers on 20‑ton excavators, with surface hardness between 55 and 60 HRC and core hardness not exceeding 40 HRC. That balance prevents both rapid shell wear and brittle fracture.
The final check is a dimensional inspection report. Undercarriage parts that are even a few tenths of a millimetre out of tolerance will not seat correctly and will wear unevenly. Bore sizes for pins and bushings, the press‑fit interference, and the sprocket tooth profile must all be verified against the original engineering drawing, not just a sample part. When you order a full undercarriage kit, request a dimensional report that covers each type of component in the shipment. A supplier that cannot provide this is gambling with your uptime.
 ## Balance Cost, Availability, and Performance Across a Mixed Fleet
## Balance Cost, Availability, and Performance Across a Mixed Fleet
Many fleets operate machines from multiple brands, of different ages, and across several job sites. Maintaining a uniform parts strategy across such a mixed fleet is a procurement challenge. The temptation is to buy everything from one supplier on a single contract, but that often leads to mismatched wear rates and uneven stock pressure because no single factory excels at every component.
Start by grouping your fleet by operating weight class and undercarriage type. Machines in the same weight class and similar duty cycle, such as a 20‑ton Komatsu PC200, a 20‑ton Hitachi ZX200, and a 20‑ton Hyundai R200, often share common track chain pitch even if the part numbers are different. Identifying these cross‑compatible groups allows you to consolidate purchasing into fewer categories, which improves volume pricing without forcing an inappropriate part onto a machine.
Next, decide which components carry the greatest cost risk. For many operations, track links and bottom rollers are the line items that dictate the annual undercarriage budget. These high‑dollar items justify tighter specification control, perhaps requiring the full metallurgical verification outlined earlier, and may be worth purchasing from a supplier that demonstrates consistent batch quality even at a moderate price premium. Lower‑cost wear items like top rollers and idler caps, where failure does not risk a track coming off, can be sourced more aggressively on price as long as they meet basic dimensional fit.
Stockholding is also part of the cost equation. We keep a shared inventory of fast‑moving undercarriage parts for common excavator models across our partner factories, which means lead times to Central Asia, Russia, and Africa are often under ten days. This model works because the most common wear parts are not necessarily the most complex; they are the ones that fail predictably and need replacing before the machine is immobilised. If your fleet includes less common models or older machines where OEM support is fading, it is sensible to identify an aftermarket supplier that keeps finished goods for that specific model and can hold safety stock for your consumption rate.
Extend Undercarriage Life Through Proactive Maintenance
Parts selection sets the ceiling for undercarriage life, but daily maintenance determines how close you stay to that ceiling. The two most effective practices are keeping the track tension adjusted correctly and cleaning the undercarriage regularly to prevent packing.
Track tension that is too tight puts excessive load on the idler bearings, track links, and the final drive motor, while loose tension causes the track to slap and derail, especially during turning. Check the track sag between the top roller and the front idler according to the machine’s manual, and adjust the grease cylinder accordingly. We have seen that simply maintaining correct tension can extend track link life by 20 to 30 percent in abrasive conditions, because the links are not scrubbing against the rollers under constant bind.
Cleaning the undercarriage at the end of each shift, particularly in sticky soil or when working in demolition debris, prevents material from hardening in the link cavities. Packed material not only adds weight and increases drive train load, it also acts like sandpaper between the pins and bushings. A pressure washer used daily will pay for itself within the first avoided set of premature track chain replacement. Regular visual inspection of roller seals and idler wear surfaces during cleaning can also catch early oil leaks and uneven wear before they damage the chain.
Another important practice is rotating or exchanging track shoes when grouser wear becomes uneven front to back. On long‑track machines, the front section often wears faster. Swapping shoes from rear to front can give the entire set an extra 500 to 800 hours of usable grouser height before the tracking effort and fuel burn increase noticeably. Combined with a policy of replacing matched component sets when two major items wear out simultaneously, these habits keep the undercarriage running within its design window rather than forcing constant emergency repairs.


Common Questions About Excavator Undercarriage Parts
How often should undercarriage parts be replaced?
There is no fixed hour interval because ground conditions and maintenance quality vary so widely. In soft, non‑abrasive clay, a set of track links on a 20‑ton excavator can reach 4,000 to 6,000 hours. In abrasive granite, that same set may be worn out by 2,000 hours. Rather than relying on an hour meter, measure the external wear indicators: track link rail height, grouser shoe height, roller shell thickness, and track pitch elongation. When any two of these approach the manufacturer’s wear limit, plan a full system replacement to keep wear uniform across the new and remaining components.
Are sealed and lubricated track chains always better?
Sealed and lubricated track chains reduce internal pin‑to‑bushing wear because the lubricant is trapped between the pin and bushing by a seal. This design works well in abrasive conditions that would otherwise grind the joint dry. However, in extreme impact or high‑temperature applications, the seal itself can fail, and once the lubricant escapes, the joint wears faster than a dry joint that is designed to tolerate grit. For most general earthmoving, sealed and lubricated chains are the better choice, but we always check that the seal material is rated for the expected temperature range the machine will see.
Can I mix OEM and aftermarket components on the same undercarriage?
Mixing is possible and often cost‑effective if you use aftermarket components from the same production run that are dimensionally matched to the remaining OEM parts. The risk is tolerance stacking. For instance, an aftermarket bottom roller with a bearing preload that differs from the OEM specification can cause lateral track walking that accelerates link side wear. We have seen this happen when well‑meaning maintenance teams replace a few rollers with a cheaper version. The rule we give our customers is that if aftermarket components are to be mixed, they must come from a supplier that guarantees interchangeability with OEM dimensions and provides the dimensional measurement data to prove it.
What is the best way to compare undercarriage parts prices across suppliers?
Look beyond the unit price to the cost per hour of use. A cheap track link that lasts 1,500 hours at a delivered price of 200 dollars per link costs 13.3 cents per hour, while a higher‑quality link costing 280 dollars but lasting 3,000 hours costs only 9.3 cents per hour. To make that comparison, you need reliable wear life data for your specific conditions, which often comes from your own records or from a supplier that has tracked their parts in similar applications. We help customers build this cost‑per‑hour model by sharing wear data from sites with comparable ground conditions, so they can calculate the true economic choice rather than just the invoice price. If your operation generates enough hours to justify the analysis, send your part numbers and current consumption rate to sales@sh-yshuo.com.
If you’re interested, check out these related articles:
307 Cat Excavator Parts: Your Guide to Simplified Maintenance
How to Choose the Right Hydraulic Pump Coupling for Your System
469334 Excavator Part: Function and Application Explained
Kobelco Excavator Parts Manuals: Your Guide to Efficient Maintenance
Using Caterpillar Excavator Parts Catalogs: Maximize Uptime