The 469334 excavator part sits at the center of what makes a Komatsu excavator actually move. This hydraulic main pump converts engine power into the pressurized fluid flow that drives every cylinder and motor on the machine. When it works properly, operators get responsive controls and consistent digging force. When it starts failing, the symptoms show up across the entire hydraulic system. Understanding how this component functions and what causes it to degrade helps maintenance teams catch problems before they turn into extended downtime.
What the 469334 Hydraulic Pump Actually Does
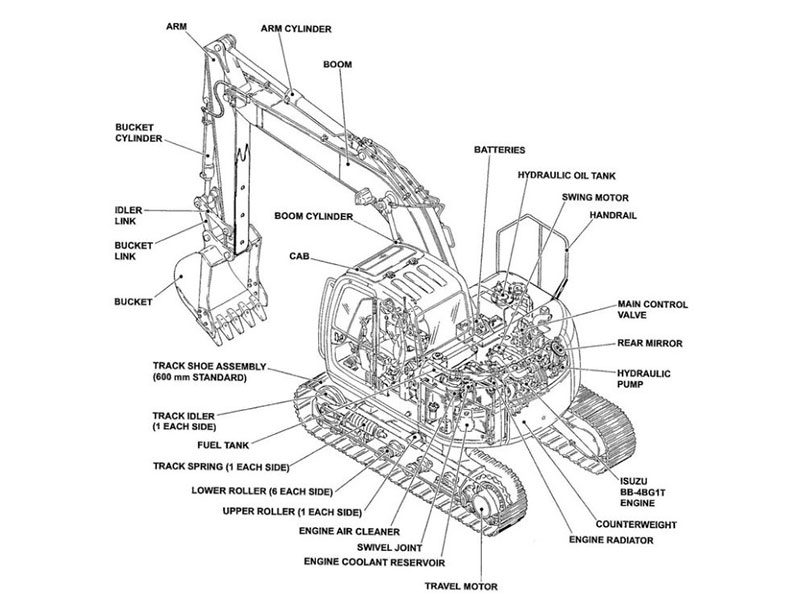
The 469334 part number identifies a hydraulic pump assembly used in several Komatsu excavator models. This pump draws hydraulic fluid from the reservoir and pushes it through the system under high pressure, typically operating between 3,000 and 5,000 PSI depending on the load demand. That pressurized fluid becomes the energy source for the boom cylinders, arm cylinders, bucket cylinders, swing motor, and travel motors.
The pump itself is a variable displacement design, meaning it adjusts output volume based on system demand. When the operator moves a joystick, the main control valve opens a path to the appropriate actuator, and the pump responds by increasing flow to that circuit. This happens continuously as the operator works, with the pump constantly adjusting to match the combined demands of whatever functions are active.
Internal components include pistons, a swashplate, valve plates, and precision-machined bearing surfaces. These parts operate with clearances measured in microns, which is why contamination causes problems so quickly. The pump’s durability comes from the quality of these internal surfaces and the hardness of the materials used, but even well-built pumps have finite service lives under heavy operating conditions.
How the 469334 Pump Integrates with the Hydraulic Circuit
The hydraulic main pump connects directly to the engine through a pump drive, typically mounted to the rear of the engine or integrated into a power take-off arrangement. Engine speed directly affects pump output capacity, which is why operators notice reduced hydraulic performance when running at low idle.
From the pump, high-pressure fluid flows to the main control valve, which acts as the distribution center for the entire hydraulic system. The control valve contains multiple spools that direct fluid to different actuators based on operator inputs. When the operator pushes the boom joystick forward, the corresponding spool shifts and opens a path from the pump to the boom cylinder rod side, causing the boom to lower. Pull the joystick back, and the spool shifts the other direction, sending fluid to the cylinder base side to raise the boom.
 The pump also supplies pilot pressure for the control system. A smaller pilot pump, sometimes integrated into the main pump housing, provides the low-pressure fluid that operates the control valve spools and other pilot-operated components. If pilot pressure drops, the operator loses the ability to control machine functions even if the main pump is working correctly.
The pump also supplies pilot pressure for the control system. A smaller pilot pump, sometimes integrated into the main pump housing, provides the low-pressure fluid that operates the control valve spools and other pilot-operated components. If pilot pressure drops, the operator loses the ability to control machine functions even if the main pump is working correctly.
Return fluid from the actuators flows back through the control valve to the hydraulic tank, where it passes through filters and coolers before returning to the pump inlet. This continuous circulation means the pump handles the same fluid repeatedly, which is why maintaining fluid cleanliness matters so much for pump longevity.
Recognizing When the 469334 Pump Is Failing
Hydraulic pump problems rarely appear suddenly. The symptoms typically develop gradually, giving maintenance teams time to plan repairs if they know what to watch for.
Reduced digging force is often the first noticeable symptom. Operators report that the machine feels weak or that it struggles with loads it previously handled easily. This happens because worn internal components allow fluid to bypass rather than building full system pressure. The pump may still move fluid, but it cannot maintain the pressure needed for maximum cylinder force.
Slower cycle times accompany the pressure loss. Functions that previously completed in a certain time now take longer because the pump cannot deliver the required flow rate. This shows up most clearly in repetitive operations where the operator has developed a rhythm based on normal machine response.
Unusual noises from the pump area indicate mechanical problems. A whining sound that increases with engine speed often points to cavitation, where the pump is not receiving adequate fluid at the inlet. This can result from a restricted suction line, low fluid level, or a failing charge pump. Grinding or knocking noises suggest internal component damage that has already progressed significantly.
Elevated hydraulic fluid temperature indicates the pump is working harder than it should to produce output. Internal leakage generates heat as fluid bypasses under pressure. If the hydraulic tank feels noticeably hotter than normal, or if the temperature gauge shows readings above the normal operating range, the pump efficiency has likely degraded.
| Symptom | Likely Cause | What to Check |
|---|---|---|
| Reduced digging force | Internal wear allowing bypass | System pressure test at main relief |
| Slow cycle times | Decreased pump output volume | Flow test at operating temperature |
| Whining noise at high RPM | Cavitation from inlet restriction | Suction filter, fluid level, inlet hose condition |
| Grinding or knocking | Internal component damage | Metal particles in fluid sample, pump case drain flow |
| High fluid temperature | Internal leakage generating heat | Pump case drain flow rate, infrared temperature comparison |
What Causes the 469334 Pump to Fail Prematurely
Contamination accounts for most premature hydraulic pump failures. Particles in the fluid act as abrasives against the precision-machined surfaces inside the pump. Even particles too small to see with the naked eye can score valve plates, wear piston bores, and damage bearing surfaces. Once these surfaces lose their original finish, internal leakage increases and efficiency drops.
Contamination enters the system through several paths. Worn cylinder seals allow dirt past the rod wipers. Breathers on the hydraulic tank pull in airborne particles. Careless practices during maintenance, such as leaving hose ends uncapped or failing to clean around fittings before disconnecting them, introduce debris directly. Even new fluid from drums can contain contamination if the containers were stored improperly.
Operating with low fluid level causes cavitation damage. When the pump inlet does not receive adequate fluid, vapor bubbles form in the low-pressure zones. These bubbles collapse violently when they reach higher-pressure areas, eroding metal surfaces through a process similar to what damages ship propellers. The damage appears as pitting on valve plates and other internal surfaces.
Water in the hydraulic fluid accelerates wear and causes corrosion. Water enters through condensation in the tank, leaking cooler tubes, or contaminated fluid additions. Even small percentages of water change the fluid’s lubricating properties and can cause rust on internal pump components.
Running the system at excessive temperatures breaks down the hydraulic fluid. High temperatures reduce viscosity, which decreases the fluid film thickness between moving parts. This allows metal-to-metal contact that accelerates wear. The fluid also oxidizes faster at elevated temperatures, forming varnish and sludge that can clog small passages and stick valve spools.
Maintaining the 469334 Pump for Maximum Service Life
Fluid analysis provides the earliest warning of developing problems. Regular sampling and laboratory testing reveals contamination levels, water content, and the presence of wear metals that indicate component degradation. Trending these results over time shows whether conditions are stable or deteriorating. Many operations sample every 250 to 500 hours, with more frequent sampling for machines working in severe conditions.
Filter maintenance directly affects pump longevity. The hydraulic system typically includes suction filters, return filters, and sometimes high-pressure filters. Each serves a specific purpose in keeping contamination away from sensitive components. Changing filters at the recommended intervals, or sooner if differential pressure indicators show restriction, prevents contaminated fluid from reaching the pump.
Maintaining proper fluid level ensures the pump always receives adequate supply. Check the level with the machine on level ground and all cylinders retracted to get an accurate reading. Low fluid level not only causes cavitation but also reduces the system’s ability to dissipate heat.
Keeping the hydraulic cooler clean allows the system to maintain proper operating temperature. Debris buildup on cooler fins reduces heat transfer efficiency. In dusty environments, the cooler may need cleaning daily. Some operations install cooler screens that can be removed and cleaned more easily than the cooler core itself.
Addressing leaks promptly prevents contamination entry and maintains fluid level. External leaks at hose fittings, cylinder seals, and pump shaft seals all indicate paths where contamination can enter when the system is not pressurized. Fixing leaks also reduces fluid consumption and keeps the work area cleaner.
When to Replace Rather Than Repair
The decision between rebuilding and replacing the 469334 pump depends on several factors. Pump rebuilds make economic sense when the housing and major castings are in good condition and only the internal wear components need replacement. A quality rebuild using OEM-specification parts can restore the pump to near-original performance at a fraction of new pump cost.
However, if the pump has suffered catastrophic failure with debris circulating through the system, replacement often makes more sense. Contamination from a failed pump spreads throughout the hydraulic circuit, lodging in control valves, cylinders, and motors. Even after flushing, particles remain in dead spots and gradually work their way back into circulation. Starting with a new pump and thoroughly cleaning the rest of the system provides a cleaner baseline.
Availability also affects the decision. If a rebuilt pump is available immediately but a new pump requires weeks of lead time, the cost of extended downtime may justify the rebuild even if replacement would otherwise be preferred. Conversely, if a new pump is in stock and rebuilding requires sending the core out, the time savings of a new pump may outweigh the cost difference.
For operations running multiple machines with the same pump, maintaining a rebuilt spare makes sense. When a pump fails, the spare goes on immediately while the failed unit goes out for rebuilding. This minimizes downtime while keeping rebuild costs manageable.
If your operation needs technical support for the 469334 pump or other Komatsu excavator components, contact our parts team to discuss your specific application and availability.
Frequently Asked Questions
What excavator models use the 469334 hydraulic pump?
The 469334 part number appears in several Komatsu excavator models, primarily in the mid-size range. Specific model applicability depends on the machine serial number and configuration, since Komatsu sometimes uses different pump specifications for machines built in different periods or for different markets. Confirming the part number against your machine’s serial number ensures you get the correct replacement.
How many hours should the 469334 pump last before needing service?
Under normal operating conditions with proper maintenance, these pumps typically provide 8,000 to 12,000 hours of service before requiring rebuild or replacement. Machines working in severe conditions with high contamination exposure or frequent high-pressure loading may see shorter intervals. Fluid analysis trending provides the best indicator of when a specific pump is approaching the end of its service life.
Can I rebuild the 469334 pump myself, or does it require specialized equipment?
Hydraulic pump rebuilding requires precision measurement tools, clean working conditions, and knowledge of proper assembly procedures. The internal clearances are measured in microns, and contamination introduced during assembly can cause immediate problems. Most operations send pumps to specialized rebuilders who have the equipment and experience to do the job correctly. If you need guidance on rebuild options or replacement availability, our technical team can help you evaluate the best approach for your situation.
If you’re interested, check out these related articles:
Shanghai Yanli Participated in Mining & Construction Vietnam 2026 in Hanoi
Fluid Coupling: Principles and Industrial Applications in 2026