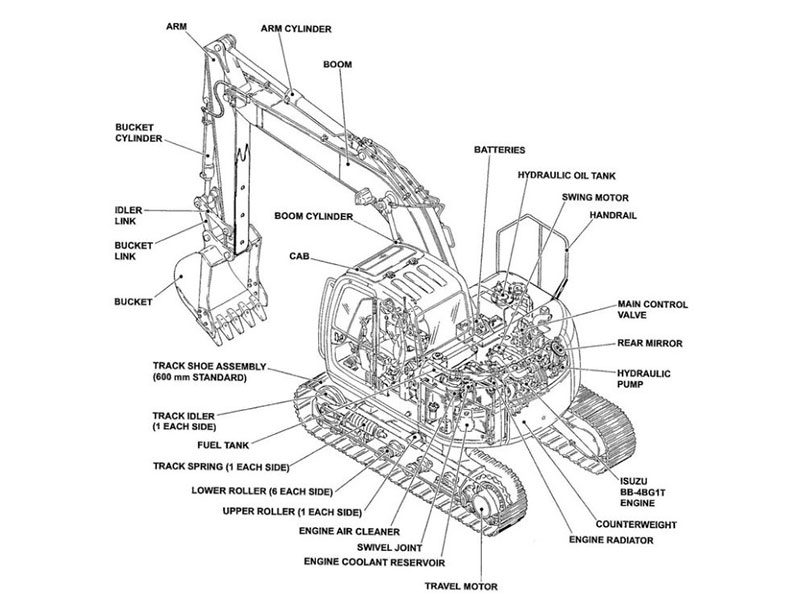
When you manage a fleet of excavators across multiple job sites, your relationship with the machine changes. You stop seeing a single piece of iron and start tracking consumption patterns: which pins wear oval first, how many hours a bucket bushing set actually lasts in abrasive overburden, and which hydraulic components cause cascading failures when they’re not addressed. After more than two decades working inside OEM supply chains and now running a parts sourcing operation that ships to mining contractors and repair shops across Central Asia, Russia, and Southeast Asia, I have learned that the value of a parts guide isn’t in naming components everyone already knows. It’s in connecting each assembly group to the procurement decisions that determine whether a machine hits its scheduled maintenance window or sits idle waiting for a container. Most articles on excavator parts focus on labelling what a boom or arm is. This article addresses the sourcing logic behind the parts that most often interrupt your operation, from undercarriage wear patterns to hydraulic pump coupling failures, so you can plan orders before the downtime clock starts.
How the Undercarriage Consumes Your Maintenance Budget
An excavator’s undercarriage typically accounts for a significant portion of total machine maintenance cost over its service life. The ratio shifts depending on ground conditions: machines working in wet clay and abrasive sand see accelerated wear across every rotating and sliding interface.
Track chains carry the machine’s weight and transfer drive force. Each link consists of a pin and a bushing pressed into side links. In dry, sandy conditions without proper track tension, fine particles pack into the pin-to-bushing clearance and grind both surfaces. Once internal pin and bushing wear exceeds the limit for the specific pitch, the chain no longer engages the sprocket correctly. I have seen operators run chains until the sprocket teeth hook the bushings instead of seating between them. At that point the sprocket is damaged and must be replaced together with the chain, roughly doubling the cost compared to replacing the chain at the correct wear limit.
Track rollers and idlers carry the machine on the track frame. Roller failure usually starts with oil seal leakage; once the internal lubricant escapes, the roller shell and shaft wear metal-to-metal. An idler at the front of the track frame controls tension. When an idler’s guide flange wears thin, the track tends to walk off, dragging the chain sideways across the roller flanges and accelerating wear on every component in contact.
Sprockets engage the track chain bushings and transmit drive torque. Sprocket tooth profile wear follows a predictable curve. At approximately 70 percent wear depth, the tooth tip begins to catch the bushing rather than the root of the tooth driving it. This changes the load angle on the final drive, and over hundreds of hours that uneven load can shorten final drive planetary life.
| Undercarriage Component | Primary Wear Indicator | Consequence of Exceeding Limit |
|---|---|---|
| Track chain | Internal pin/bushing wear exceeding pitch tolerance | Sprocket mismatch, accelerated sprocket and chain damage |
| Track roller | Oil seal leak, shell wear | Metal-to-metal contact, track frame misalignment |
| Idler | Guide flange thinning | Track walk-off, side wear on rollers and chain |
| Sprocket | Tooth profile wear beyond 70% | Uneven final drive load, chain jumping |
When we quote undercarriage packages for mining contractors, the first question I ask is the ground condition. A set of sealed and lubricated track chains that performs well in sandy loam will be destroyed quickly in sharp, dry granite crusher feed. Matching the seal type and bushing material to the application almost always matters more than choosing between OEM and aftermarket.
The Undercarriage Parts That Most Often Interrupt Your Operation
Excluding track chain and sprockets, which are replaced on planned cycles at larger operations, two undercarriage components catch procurement teams unprepared more than any others: bottom rollers and front idlers.
Bottom rollers seem straightforward. A double-flange roller bolts to the track frame and supports the machine’s weight. What catches repair shops off guard is that rollers on the same side of the same machine rarely wear evenly. The roller closest to the sprocket carries a disproportionate share of the drive reaction force, especially during reverse travel. If you replace only the failed roller with a new one, you create a diameter mismatch. The new roller sits slightly proud, taking even more load, while the adjacent worn rollers run with reduced contact. Within a few hundred hours the new roller’s internal bearings can fail from overload while the old rollers continue degrading. I recommend replacing rollers in pairs, keeping diameters matched within the manufacturer’s tolerance.
Front idler failures often trace back to tensioning practices. An over-tensioned track transfers shock loads directly into the idler shaft and its mounting yoke every time the machine travels over uneven ground. On machines working in rock, the idler mounting bolts can stretch, creating a gap between the idler bracket and the track frame. Once that gap develops, the idler shifts under load and the track alignment drifts. The fix is rarely just a new idler; the mounting surface usually needs to be inspected and machined flat again. If your site’s ground conditions involve sharp transitions between hard rock and loose fill, idler yoke integrity should be part of your daily inspection routine, not just a failure response.

Hydraulic Components Where Compatibility, Not Brand, Determines Uptime
Hydraulic system parts create the most confusion in procurement because the same part number can exist across multiple quality tiers from different manufacturers. The main hydraulic pump converts engine power into hydraulic flow, typically through a variable-displacement piston pump controlled by a regulator that adjusts swashplate angle based on load sensing. When a pump fails, the replacement decision isn’t simply OEM versus aftermarket. The key question is whether the replacement matches the regulator response curve of the machine’s original system configuration.
An excavator’s hydraulic pump couples to the engine flywheel housing through a coupling that also absorbs torsional vibration.  This coupling handles a demanding combination of torque spikes from the pump’s pulsating output and engine firing pulses transmitted through the flywheel. If the coupling element’s shore hardness and damping characteristics don’t match what the original system was designed for, you get a cascade effect: the coupling transmits vibration peaks to the pump input shaft, the pump’s internal rotating group sees those peaks, and over time the increased wear shortens pump life. I have seen installations where a too-rigid coupling was installed and the pump’s cylinder block and valve plate showed accelerated wear within 1,500 hours. The pump was still making pressure on the gauge, but its internal leakage had risen to the point where cycle times slowed noticeably in fine grading work.
This coupling handles a demanding combination of torque spikes from the pump’s pulsating output and engine firing pulses transmitted through the flywheel. If the coupling element’s shore hardness and damping characteristics don’t match what the original system was designed for, you get a cascade effect: the coupling transmits vibration peaks to the pump input shaft, the pump’s internal rotating group sees those peaks, and over time the increased wear shortens pump life. I have seen installations where a too-rigid coupling was installed and the pump’s cylinder block and valve plate showed accelerated wear within 1,500 hours. The pump was still making pressure on the gauge, but its internal leakage had risen to the point where cycle times slowed noticeably in fine grading work.
The hydraulic pump coupling is one of those components that rarely gets ordered until the pump itself fails, because the coupling shares the same removal labor. If you’re pulling the pump for overhaul or replacement, replacing the coupling element at the same time is standard practice at the shops I work with. The incremental cost is small compared to the labor already spent.
For the control valve, which directs flow to individual cylinder and motor circuits, spool-to-bore clearance and sealing integrity at the section interfaces determine the machine’s ability to hold a load without drift. A worn valve section that leaks internally when the spool is in neutral will cause a boom or arm to settle, which matters most in lifting and precision grading applications. The decision point for procurement teams is whether to replace the entire valve assembly or rebuild it with a seal kit and individual spools. If the valve body’s internal bores are scored beyond the re-honing limit, rebuilding won’t restore performance, and a complete valve assembly becomes necessary.
Engine and Structural Components That Trigger Extended Downtime
Engine component failures shut down a machine completely rather than degrading its performance. The turbocharger is one of the more sensitive engine components on modern excavators. A turbocharger’s turbine wheel spins at speeds that can exceed 100,000 rpm, and the oil supply to its bearing housing must be clean and uninterrupted. If engine oil change intervals are stretched or incorrect oil specification is used, coking forms in the bearing housing oil passages. Once the oil supply is restricted, the shaft and bearing system fails quickly, often sending debris into the engine intake or exhaust.
When ordering a replacement turbocharger, matching the specification to the engine’s calibration is essential. An excavator engine calibrated for a particular boost curve and air-fuel ratio will not compensate correctly for a turbocharger with a different compressor or turbine trim. The result might be acceptable boost pressure but incorrect exhaust gas temperature or transient response.
 On the structural side, the boom, arm, and attachment brackets handle high cyclic loads in bending and torsion. Cracks in structural components almost always start at weld toes on high-stress areas: the boom foot pin boss, the arm cylinder mounting lug, and the bucket linkage ears. The failure mechanism is fatigue, and it progresses from a hairline crack to a visible separation over a period that depends on load cycles. We often get inquiries from repair shops that discovered a crack during inspection and need replacement boom or arm sections. What they usually need first is a detailed assessment of whether the crack is in a repairable location. A crack that crosses through a critical pin bore or extends into a main plate beyond the heat-affected zone of a previous repair often makes the part non-repairable. Having a relationship with a supplier who can provide structural sections, not just complete assemblies, gives you the option to replace only the damaged portion instead of the entire boom or arm, which makes a significant difference in freight cost and lead time.
On the structural side, the boom, arm, and attachment brackets handle high cyclic loads in bending and torsion. Cracks in structural components almost always start at weld toes on high-stress areas: the boom foot pin boss, the arm cylinder mounting lug, and the bucket linkage ears. The failure mechanism is fatigue, and it progresses from a hairline crack to a visible separation over a period that depends on load cycles. We often get inquiries from repair shops that discovered a crack during inspection and need replacement boom or arm sections. What they usually need first is a detailed assessment of whether the crack is in a repairable location. A crack that crosses through a critical pin bore or extends into a main plate beyond the heat-affected zone of a previous repair often makes the part non-repairable. Having a relationship with a supplier who can provide structural sections, not just complete assemblies, gives you the option to replace only the damaged portion instead of the entire boom or arm, which makes a significant difference in freight cost and lead time.
Sourcing Excavator Parts When Lead Time Determines the Outcome
What I want procurement managers and repair shop owners to take from this breakdown is that an excavator is not a single machine with a single parts list. It is a collection of assembly groups that wear at different rates, fail in different modes, and require different sourcing strategies.
Undercarriage parts are predictable. If you track hours and ground conditions, you can forecast roller, idler, and chain replacements within a reasonable window and stage inventory accordingly. Hydraulic components have a longer service life but their failure modes are less predictable, and the compatibility issues around pumps, couplings, and valves reward working with a supplier who can verify specifications against your machine’s configuration rather than just shipping a part number. Engine and structural components tend to be low-frequency but high-consequence: you may go years without needing a turbocharger or a boom section, but when you need one, the lead time determines your downtime cost.
After two decades in this supply chain, I have seen too many operations delay a part order by a week trying to save five percent on the unit price, then lose ten times that amount in idle machine cost while waiting for delivery. The procurement decision that matters most is not whether the part is OEM or aftermarket. It is whether you have a supplier relationship that gives you accurate technical information, honest lead times, and the ability to combine multiple part categories into consolidated shipments. That combination of technical depth and logistics reliability is what keeps machines running across borders and time zones.
If your operation is managing mixed excavator fleets across multiple sites and you want to build a parts program that reduces emergency ordering, send your machine model list and typical ground conditions to sales@sh-yshuo.com or call +86-21-55800172. We will map the consumption patterns and recommend a stocking strategy that covers the assembly groups we covered here without tying up capital in parts you won’t need for two years.
Common Questions About Excavator Component Sourcing
Which undercarriage part fails first on machines working in abrasive sand?
In dry, abrasive sand, track chain internal pin and bushing wear usually reaches the replacement limit before rollers or idlers fail. The fine sand particles pack into the pin-to-bushing clearance. With each articulation as the chain wraps around the sprocket and idler, the sand grinds the pin surface and the internal bushing bore. Once the internal clearance grows beyond the chain’s pitch tolerance, the chain stretches enough that it no longer meshes correctly with the sprocket, and both must be replaced together.
Does the hydraulic pump coupling really need replacing if it looks intact?
A coupling element that appears intact visually can still have degraded damping properties. The elastomeric element inside the coupling ages over time from heat cycling and continuous torsional loading. When its shore hardness increases beyond specification, it transmits sharper torque peaks into the pump input shaft. Those peaks accelerate wear on the pump’s rotating group. Given that the coupling shares the same removal labor as the pump, replacing it during pump service is standard and cost-effective.
How do you know when a boom crack is repairable versus requiring replacement?
The deciding factors are whether the crack passes through a critical pin bore and whether it extends beyond the heat-affected zone of any prior repair. A crack confined to a web plate, away from bores and previous weld repairs, can usually be gouged, welded, and post-heat-treated. A crack propagating from a pin bore into the main plate and crossing into the heat-affected zone of an earlier repair rarely holds after re-welding because the cumulative metallurgical changes in the base material reduce fatigue resistance. In those cases, replacing the affected section is the only reliable fix.
Is it practical to stock parts for a mixed fleet with several different excavator brands?
It is practical and usually saves money if the stocking program is built around consumption data rather than a fixed list. Start with undercarriage components that wear predictably across all machines on your sites, then add the hydraulic and engine components that have caused downtime in the past two years. Group parts by common supplier rather than by machine brand. A supplier who covers multiple component categories eliminates the overhead of managing separate orders, separate shipments, and separate payment terms. If you want help analysing your fleet’s consumption history and building a program that fits your machines and ground conditions, share your data with us and we will lay out the stocking logic specific to your operation.
If you’re interested, check out these related articles:
Understanding Excavator Undercarriage Parts and Their Roles
Kobelco Excavator Parts Manuals: Your Guide to Efficient Maintenance