Caterpillar excavator wear parts life depends on more than how often you inspect the undercarriage. It hinges on matching the material specification to the actual ground you work, and on whether your supplier can consistently deliver parts that meet that spec. I’ve spent over twenty years inside the heavy equipment supply chain, both at an OEM and now sourcing from aftermarket manufacturers across China, Japan, Russia, and the US. The difference in wear part longevity between a unit procured with the right technical data and one bought by part number alone is often double or more. This article covers the material, sourcing, and maintenance decisions that produce those results, from cuts and abrasion through to the cost-per-hour calculation that tells you whether you’re really ahead.
What Controls How Fast Wear Parts Degrade
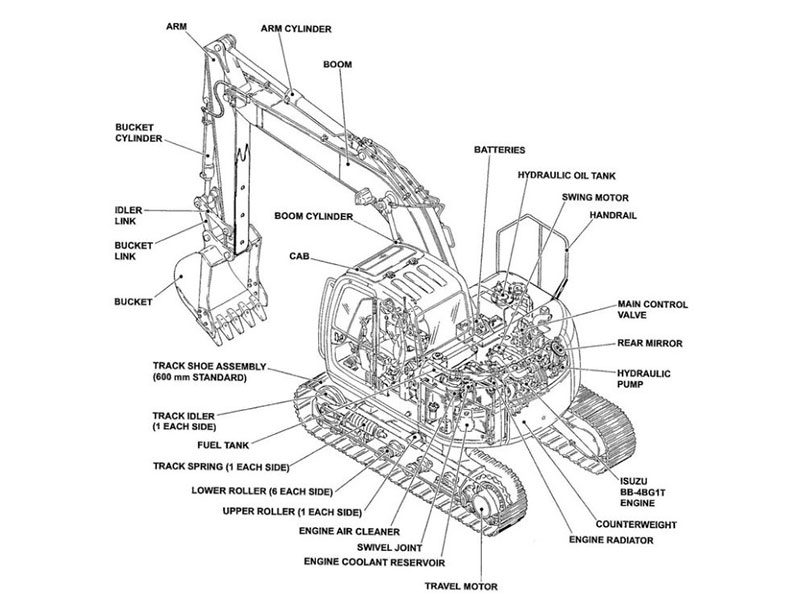
Three conditions set the pace of undercarriage part wear on any excavator. The first is ground composition. Sharp fractured rock creates cutting wear on track shoes and bucket teeth, while wet clay packs into pins and bushings and accelerates abrasive paste wear. Sand, especially quartz heavy sand, laps cutting edges and lip shrouds until they thin out. The second factor is operating weight and speed. Heavier machines and faster swings put more energy into each contact, and on tight turning radius work the side load on idlers and rollers multiplies. The third is the maintenance discipline of the crew: track tension, daily cleaning of mud from the undercarriage, and whether wear measurements are taken at fixed intervals or only when something fails. I’ve seen the same model excavator lose track shoes 30 percent faster on a site where no one adjusted track sag after the first week, compared to one that checked tension every shift.

How to Match Material Grade to Your Ground Conditions
Most wear parts are offered in a standard, a heavy-duty, and sometimes an extreme-duty grade. The difference is not marketing. It’s the alloy composition and the heat treatment regimen that sets the through-hardness and the case depth on a tooth or an edge. For loose, non-abrasive soil, a standard carbon-manganese steel cutting edge with a Brinell hardness around 320 BHN will run thousands of hours with no issue. If you move that same edge into shot rock, the surface deforms and spalls within a few hundred hours. In shot rock or granite, you need a through-hardened boron alloy steel, often 400 BHN or above, with a deep case that resists widening scraper wear. The same logic applies to bucket teeth, where self-sharpening geometries with a hard surface layer over a tough core outlast standard cast teeth by a factor of three in abrasive overburden.
Ask your supplier for the material data sheet that states the nominal chemical composition and the hardness range, not just a part number. If they cannot produce it, you are buying blind. For programs I’ve supported that moved from standard base edge to a 400 BHN hardened edge in granite, the replacement interval stretched from four months to over twelve, with no change in machine operation. That’s the material lever.
What to Look for in a Wear Part Supplier
Supplier qualification for wear parts goes beyond price. It starts with traceability. A supplier that can show batch-level test reports for hardness and chemistry, or better yet, has an ISO 9001 certified in-house heat treatment line, is structurally capable of delivering the same quality on repeat orders. In my work at Shanghai Yanli, we select manufacturers that have direct cooperation with OEM and Tier 1 aftermarket programs, because their process control is already audited to demanding standards. The second factor is whether the supplier understands the application. A supplier who treats all bucket teeth as interchangeable is not the one you want when you’re specifying a tooth for a mining face shovel that loads 200,000 tons per month. Ask specific questions: “What BHN does this edge hold after tempering?” and “Can you supply the same hardness in a different profile for our application?” Their answers tell you whether they are a warehouse or a technical partner.

If your operation spans multiple countries or you are importing, logistics also count. We stock wear parts in our network and can arrange consolidated shipments to Central Asia or Africa, which reduces landed cost per unit. That matters because a low unit price with expensive freight and delays damages your effective cost just as much as a soft edge.
Daily and Weekly Inspections That Save Hours of Downtime
Inspection practices vary widely, but the highest return is on five points. Clean the undercarriage first; you cannot measure wear on a dirty roller. Use a caliper or an ultrasonic thickness gauge on shell components, not a mark-one eyeball. Track shoe grouser height is the easiest metric: when it reaches 25 percent of original, rotate or replace. Check pin and bushing external wear with a go/no-go gauge weekly; loose chains accelerate sprocket wear dramatically. Also watch for uneven wear patterns on idler treads and flanges because that often indicates a track frame alignment problem, not just a parts issue. I have seen fleets that added a ten-minute end-of-shift track cleaning protocol cut roller and idler replacement frequency by nearly 20 percent, simply because contaminants didn’t bake into the seals overnight.
How to Calculate and Reduce Your True Cost per Hour
You don’t buy wear parts; you buy operating hours. The measure that matters is cost per hour of use, not the invoice price. A cheaper edge that lasts 400 hours at $200 is 50 cents per hour. A $300 edge that lasts 900 hours is 33 cents per hour. The gap widens when you add labor for changeouts and lost production. One of the most common mistakes I see is fleets that standardize on a single material grade across all sites to simplify purchasing. That may keep inventory low but guarantees you’re paying too much per hour on abrasive sites or over-specifying on soft sites. Segment your parts by ground condition and adjust the spec accordingly. Work with a supplier who can provide multiple material grades under one roof so that you aren’t juggling four different vendors to optimize the bill of materials.
| Part Type | Standard Grade BHN | Heavy-Duty Grade BHN | Typical Use |
|---|---|---|---|
| Cutting edge | 280–320 | 360–400 | Roadwork / Shot rock |
| Bucket tooth | Cast 450–500 | Forged 500–550 | Topsoil / Quarry |
| Track shoe | 320–360 | 380–420 | General earth / Granite |
| Idler shell | 300–340 | 360–400 | Soft ground / Hard rock |
The sourcing approach matters as much as the spec. If you’re buying container loads, confirm whether the supplier offers batch-level hardness certification with each shipment. Without it, you cannot confirm that the part in the box matches the sample, and your cost-per-hour calculation becomes guesswork.
Getting the Most from Your Wear Parts Investment
Every site has a handful of parts that drive the maintenance budget. If you don’t yet have a per-part cost-per-hour record, start tracking the next replacement cycle on bucket teeth, cutting edges, and track shoes. You’ll see quickly whether a material upgrade or a new supplier makes a difference. The suppliers that put the longest hours on your machines are rarely the ones with the lowest unit price; they are the ones that can document their metallurgy and stand behind their batch consistency.
If your operation runs in highly abrasive conditions and you’re seeing component life under 500 hours, it’s worth getting a material recommendation on the specific part numbers you’re ordering. Send your part list and a description of your ground conditions to sales@sh-yshuo.com or call +86-21-55800172, and we’ll check whether a higher grade alternative is available from our manufacturing network. A one-time spec review often uncovers a 30 to 50 percent life extension on the same machine.
Common Questions About Extending Cat Excavator Wear Parts Life
Do aftermarket wear parts last as long as genuine Cat parts?
It depends on the manufacturer. An aftermarket cutting edge made from the same steel grade and heat-treated to the same hardness will perform identically. The risk is when a supplier substitutes a lower alloy without disclosing it. Insist on a material certificate that confirms chemical composition and hardness, and the field life will be comparable. In our experience, aftermarket parts from suppliers that serve OEM-tier programs routinely match genuine life at a lower cost.
How can I spot early wear problems before a part fails?
Measure track shoe grouser height, pin and bushing external wear, and idler tread thickness at fixed intervals, not just when something looks worn. Record the measurements. A trend line that shows accelerated wear over two intervals tells you to check alignment or ground conditions before the part reaches its limit.
Should I standardize on one wear part grade to simplify stocking?
Only if your ground conditions are uniform across all sites. If you work sand at one site and shot rock at another, running the same grade through all machines means you’re overpaying on half your fleet. Segment by operating environment and stock two grades; the inventory cost is small compared to the lifecycle cost of premature replacement.
What’s the biggest mistake you see fleets make with undercarriage parts?
Neglecting track tension. Running with tracks too loose causes the shoes to slap the idler and sprocket, damaging the drive lugs and accelerating chain stretch. Tension that’s too tight loads the idler bearings and rollers and raises rolling resistance. Check tension daily on tracked machines that work in mud or loose material, because material packing changes the effective sag quickly. If your program involves multiple machine models across varying ground types, share your fleet list with us and we’ll help confirm the correct tension specs for each unit.How to Extend Caterpillar Excavator Wear Parts Life: Tips
Caterpillar excavator wear parts life depends on more than how often you inspect the undercarriage. It hinges on matching the material specification to the actual ground you work, and on whether your supplier can consistently deliver parts that meet that spec. I’ve spent over twenty years inside the heavy equipment supply chain, both at an OEM and now sourcing from aftermarket manufacturers across China, Japan, Russia, and the US. The difference in wear part longevity between a unit procured with the right technical data and one bought by part number alone is often double or more. This article covers the material, sourcing, and maintenance decisions that produce those results, from cuts and abrasion through to the cost-per-hour calculation that tells you whether you’re really ahead.
What Controls How Fast Wear Parts Degrade
Three conditions set the pace of undercarriage part wear on any excavator. The first is ground composition. Sharp fractured rock creates cutting wear on track shoes and bucket teeth, while wet clay packs into pins and bushings and accelerates abrasive paste wear. Sand, especially quartz heavy sand, laps cutting edges and lip shrouds until they thin out. The second factor is operating weight and speed. Heavier machines and faster swings put more energy into each contact, and on tight turning radius work the side load on idlers and rollers multiplies. The third is the maintenance discipline of the crew: track tension, daily cleaning of mud from the undercarriage, and whether wear measurements are taken at fixed intervals or only when something fails. I’ve seen the same model excavator lose track shoes 30 percent faster on a site where no one adjusted track sag after the first week, compared to one that checked tension every shift.
How to Match Material Grade to Your Ground Conditions
Most wear parts are offered in a standard, a heavy-duty, and sometimes an extreme-duty grade. The difference is not marketing. It’s the alloy composition and the heat treatment regimen that sets the through-hardness and the case depth on a tooth or an edge. For loose, non-abrasive soil, a standard carbon-manganese steel cutting edge with a Brinell hardness around 320 BHN will run thousands of hours with no issue. If you move that same edge into shot rock, the surface deforms and spalls within a few hundred hours. In shot rock or granite, you need a through-hardened boron alloy steel, often 400 BHN or above, with a deep case that resists widening scraper wear. The same logic applies to bucket teeth, where self-sharpening geometries with a hard surface layer over a tough core outlast standard cast teeth by a factor of three in abrasive overburden.
Ask your supplier for the material data sheet that states the nominal chemical composition and the hardness range, not just a part number. If they cannot produce it, you are buying blind. For programs I’ve supported that moved from standard base edge to a 400 BHN hardened edge in granite, the replacement interval stretched from four months to over twelve, with no change in machine operation. That’s the material lever.
What to Look for in a Wear Part Supplier
Supplier qualification for wear parts goes beyond price. It starts with traceability. A supplier that can show batch-level test reports for hardness and chemistry, or better yet, has an ISO 9001 certified in-house heat treatment line, is structurally capable of delivering the same quality on repeat orders. In my work at Shanghai Yanli, we select manufacturers that have direct cooperation with OEM and Tier 1 aftermarket programs, because their process control is already audited to demanding standards. The second factor is whether the supplier understands the application. A supplier who treats all bucket teeth as interchangeable is not the one you want when you’re specifying a tooth for a mining face shovel that loads 200,000 tons per month. Ask specific questions: “What BHN does this edge hold after tempering?” and “Can you supply the same hardness in a different profile for our application?” Their answers tell you whether they are a warehouse or a technical partner.
If your operation spans multiple countries or you are importing, logistics also count. We stock wear parts in our network and can arrange consolidated shipments to Central Asia or Africa, which reduces landed cost per unit. That matters because a low unit price with expensive freight and delays damages your effective cost just as much as a soft edge.
Daily and Weekly Inspections That Save Hours of Downtime
Inspection practices vary widely, but the highest return is on five points. Clean the undercarriage first; you cannot measure wear on a dirty roller. Use a caliper or an ultrasonic thickness gauge on shell components, not a mark-one eyeball. Track shoe grouser height is the easiest metric: when it reaches 25 percent of original, rotate or replace. Check pin and bushing external wear with a go/no-go gauge weekly; loose chains accelerate sprocket wear dramatically. Also watch for uneven wear patterns on idler treads and flanges because that often indicates a track frame alignment problem, not just a parts issue. I have seen fleets that added a ten-minute end-of-shift track cleaning protocol cut roller and idler replacement frequency by nearly 20 percent, simply because contaminants didn’t bake into the seals overnight.
How to Calculate and Reduce Your True Cost per Hour
You don’t buy wear parts; you buy operating hours. The measure that matters is cost per hour of use, not the invoice price. A cheaper edge that lasts 400 hours at $200 is 50 cents per hour. A $300 edge that lasts 900 hours is 33 cents per hour. The gap widens when you add labor for changeouts and lost production. One of the most common mistakes I see is fleets that standardize on a single material grade across all sites to simplify purchasing. That may keep inventory low but guarantees you’re paying too much per hour on abrasive sites or over-specifying on soft sites. Segment your parts by ground condition and adjust the spec accordingly. Work with a supplier who can provide multiple material grades under one roof so that you aren’t juggling four different vendors to optimize the bill of materials.
| Part Type | Standard Grade BHN | Heavy-Duty Grade BHN | Typical Use |
|---|---|---|---|
| Cutting edge | 280–320 | 360–400 | Roadwork / Shot rock |
| Bucket tooth | Cast 450–500 | Forged 500–550 | Topsoil / Quarry |
| Track shoe | 320–360 | 380–420 | General earth / Granite |
| Idler shell | 300–340 | 360–400 | Soft ground / Hard rock |
The sourcing approach matters as much as the spec. If you’re buying container loads, confirm whether the supplier offers batch-level hardness certification with each shipment. Without it, you cannot confirm that the part in the box matches the sample, and your cost-per-hour calculation becomes guesswork.
Getting the Most from Your Wear Parts Investment
Every site has a handful of parts that drive the maintenance budget. If you don’t yet have a per-part cost-per-hour record, start tracking the next replacement cycle on bucket teeth, cutting edges, and track shoes. You’ll see quickly whether a material upgrade or a new supplier makes a difference. The suppliers that put the longest hours on your machines are rarely the ones with the lowest unit price; they are the ones that can document their metallurgy and stand behind their batch consistency.
If your operation runs in highly abrasive conditions and you’re seeing component life under 500 hours, it’s worth getting a material recommendation on the specific part numbers you’re ordering. Send your part list and a description of your ground conditions to sales@sh-yshuo.com or call +86-21-55800172, and we’ll check whether a higher grade alternative is available from our manufacturing network. A one-time spec review often uncovers a 30 to 50 percent life extension on the same machine.
Common Questions About Extending Cat Excavator Wear Parts Life
Do aftermarket wear parts last as long as genuine Cat parts?
It depends on the manufacturer. An aftermarket cutting edge made from the same steel grade and heat-treated to the same hardness will perform identically. The risk is when a supplier substitutes a lower alloy without disclosing it. Insist on a material certificate that confirms chemical composition and hardness, and the field life will be comparable. In our experience, aftermarket parts from suppliers that serve OEM-tier programs routinely match genuine life at a lower cost.
How can I spot early wear problems before a part fails?
Measure track shoe grouser height, pin and bushing external wear, and idler tread thickness at fixed intervals, not just when something looks worn. Record the measurements. A trend line that shows accelerated wear over two intervals tells you to check alignment or ground conditions before the part reaches its limit.
Should I standardize on one wear part grade to simplify stocking?
Only if your ground conditions are uniform across all sites. If you work sand at one site and shot rock at another, running the same grade through all machines means you’re overpaying on half your fleet. Segment by operating environment and stock two grades; the inventory cost is small compared to the lifecycle cost of premature replacement.
What’s the biggest mistake you see fleets make with undercarriage parts?
Neglecting track tension. Running with tracks too loose causes the shoes to slap the idler and sprocket, damaging the drive lugs and accelerating chain stretch. Tension that’s too tight loads the idler bearings and rollers and raises rolling resistance. Check tension daily on tracked machines that work in mud or loose material, because material packing changes the effective sag quickly. If your program involves multiple machine models across varying ground types, share your fleet list with us and we’ll help confirm the correct tension specs for each unit.
If you’re interested, check out these related articles:
Safe Shipping Excavator Parts: Protecting Your Heavy Machinery Investment
Kobelco Excavator Parts Manuals: Your Guide to Efficient Maintenance
Hyundai Excavator Spare Parts: Choose the Best Fit
Choosing Excavator Undercarriage: Performance & Durability for 2026
Understanding Excavator Undercarriage Parts and Their Roles